



随着现代焊接技术的发展,为了保证两个部件的焊接能够达到更好的融合,所以在焊接前都进行焊接铣边的加工处理,随着铣边技术的不断完善,相关针对不同使用环境、工序的双端铣产品进一步完善,双端铣使用的用途越来越广泛,针对于双端铣跟火焰切割加工铣边的优势有哪些我们从以下进行介绍。双端铣跟火焰切割加工铣边的优势主要有以下几点:
1、采用双端铣进行铣边加工无热变形,对于后续焊接处理不会产生气泡,能够让焊接材料更好的融台,




合理选择铣削工艺和参数:
根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。 选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=窄实际原板宽度-8mm。
表面铣床振动产生原因的初步分析表面铣床振动的产生原因有以下几点:
1、由于不正确的铣刀磨削,使双端铣的铣刀刀片的余隙角不正确,或者铣刀刀片在安装时有一片或几片过高所致。这可以通过正确的铣刀刀片安装及磨削消除。
2、是由于铣削过程中带坯处于“无张力”状态,尤其是对厚度较小(厚度小于10mm)的带坯.

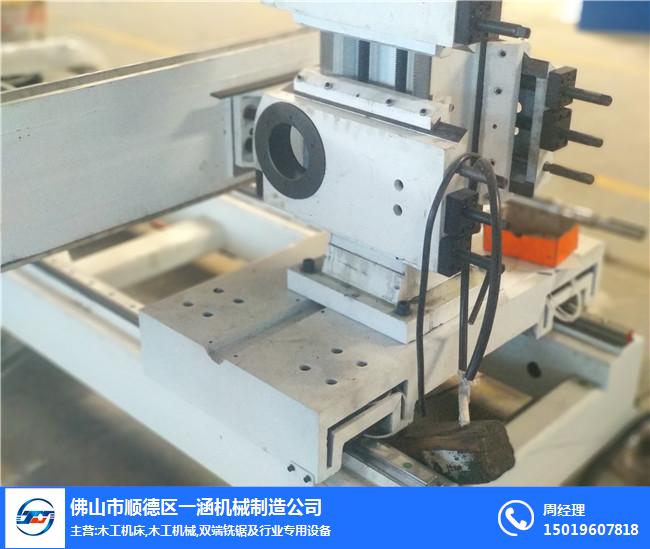
1、履带双端铣所有刀轴都可调角度,更方便实现斜截、倒棱、开槽等加工工艺。
2、履带双端铣切槽锯带跳锯功能,有利于减少毛刺及崩边。
3、履带双端铣可安装粉碎刀,有利于板料、边料的排出。
4、采用高精密直线导轨机构定宽,运动精度高,耐磨性好,确保了机构调节时的位移精度,保证了木料加工宽度的精度要求。
5、导轨润滑油泵,能有效减少大拖板的运动摩擦,提高导轨寿命
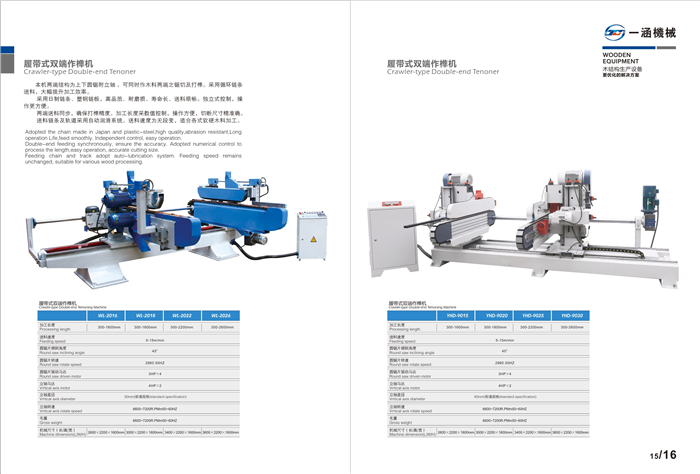
6、采用滚动式送料履带,履带装备了滚动轴承支持运动,运动平稳,定位准确,稳固可靠,噪音低。
7、履带双端铣送料链带的加长设计,有利于大规格板料的送进
8、所有链节采用高牌号铸铁材料,经过热处理后,在CNC机床加工而成,确保各链节的精度?






 在线客服
在线客服 0757-22195090
0757-22195090 yihanjixie@163.com
yihanjixie@163.com


